A型用 クランク等 熱処理
garage nakamuraです。
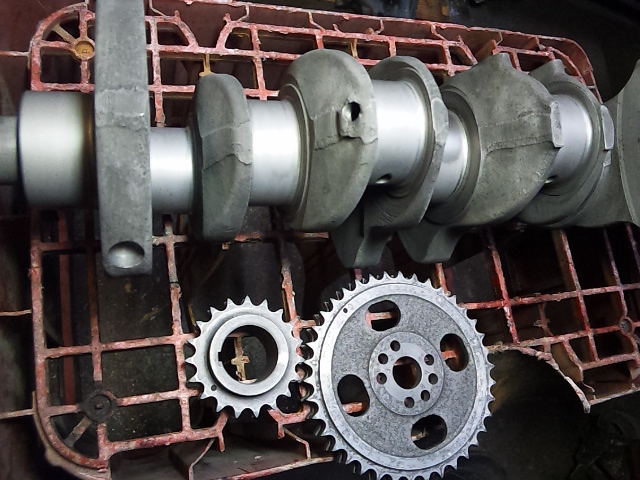
A型用の クランク等 が熱処理から上がりました。
先日 持込でお願いして有った サニトラに使う予定のA型のクランクとクランクスプロケ&カムチェーンスプロケを受け取りに熱処理屋さんに行って来ました。
家の近くに有ると言うのは便利ですね!(^^)v
予め出来上がりの予定日は聞いて有りましたので、ワクワクしながらの訪問でした。
社長さんが出て来てくれて色々と説明して頂きながらクランクと 御対面 です。笑)
私が持ち込んだ時のダンボール箱に入れて貰ってあったのですが、
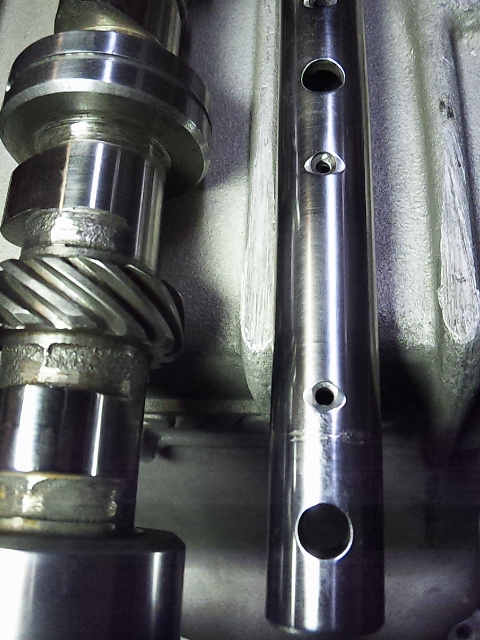
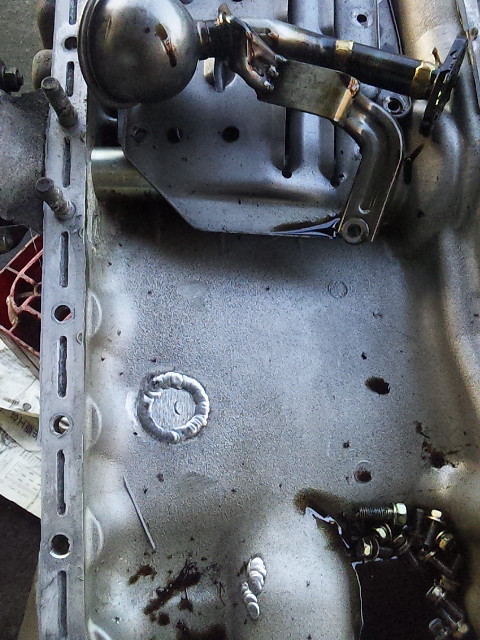
チラッと見えるジャーナルの色が、とっても 素敵 に見えてしまいます!(^^)
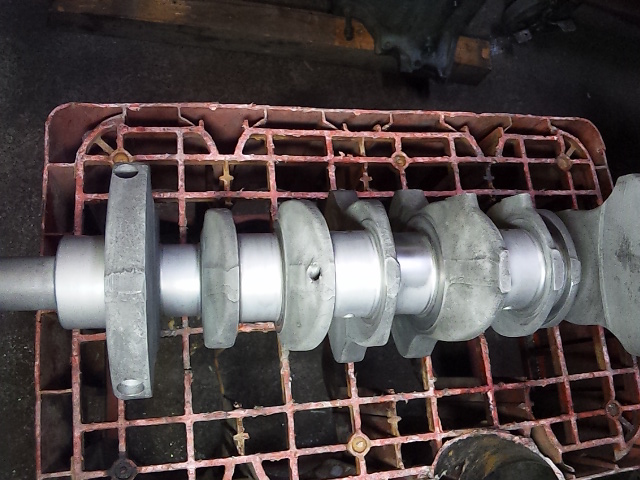
クランクシャフトの方は形状が複雑なので、硬度計での計測はしていないのですが、
熱処理としてはちゃんと入ったと想います。
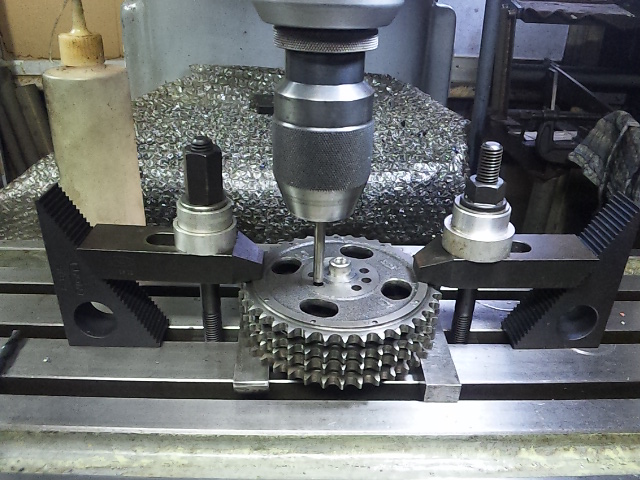
スプロケットの方は計測したのですが、可也硬く成りましたね~!
HV(ビッカース)で880位 入っていますよ!(HRC ロックウェル換算で66.6位です!)
あ!そうですか!そんなに!?
熱処理前は、普通のヤスリで簡単に面取り出来たんですけどね。
そんな会話をして頂きながら、
あの~今回の熱処理の件をブログでアップしたいのですが良いですか?
との問いに、
それは、大丈夫ですよ!と言って頂いたのですが、
では、社長さんの会社名も大丈夫ですか?
と尋ねた所、
今回のクランクの熱処理の結果が良ければ、出して頂いてもOKなのですが、
まず使って貰って、それからと言う事でお願いします!
と言う事なので、会社名等の話は後日と言う事で御了承下さい。^^;
処理の温度と時間をお聞きしたところ、
温度は510度で時間は8時間です!
と言う事でした。
このクランクは、以前タフトライド処理をされていると言う事なので、その温度よりも少し低い温度で処理しました。
ですから、曲がりに関しても可也抑えられていると想います。
そうなんです!
タフトライドは曲がりが出ないとか、曲がっても少しとか一般的に言われていますが、
実際にはこのA型クランクを処理したときも 振れで100分の20位(曲がりは半分です)6気筒のクランンクの場合は100分の30位振れてしまいます。
注)上の数字は私が実際に経験した数字ですが、他の人の結果は判りません。条件や処理場所に拠って違いが出る場合も有ると想います)
その点も踏まえて温度をや時間を調整して頂いた様で、とても嬉しくなりました!(^^)v
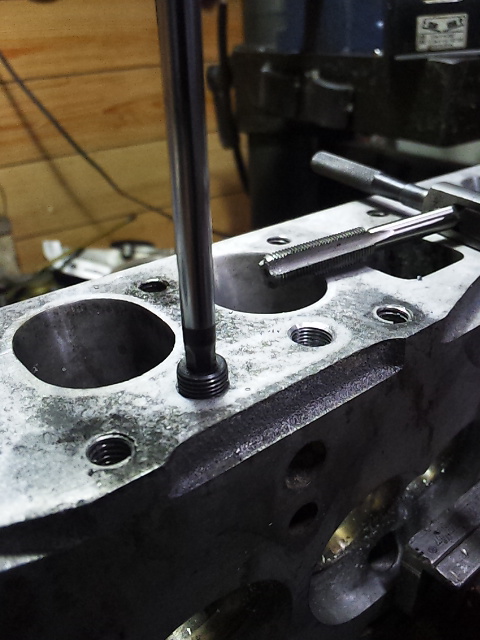
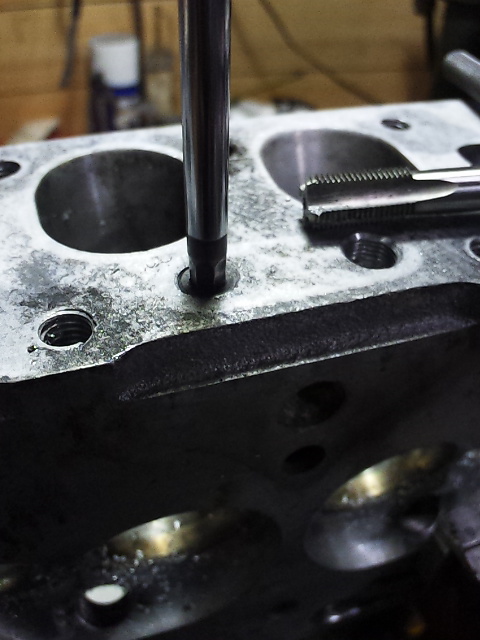
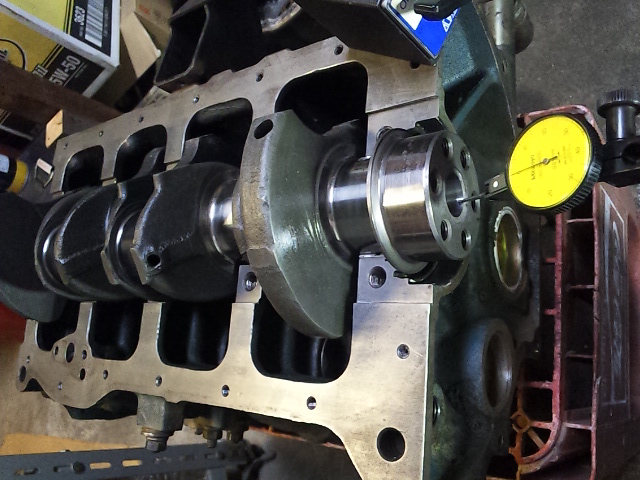
早速 持ち帰り クランクの曲がりチェックをしてみると?
処理前と処理後で、振れが100分の2の違いが有りました。
曲がりで言うと、100分の1の曲がりですから、とても良い結果と言って良いのではないでしょうかね!

私自身の事前の予想では、曲がり直しは絶対必要になると考えて居ましたから...
どれ位の深さまで処理が入っているかについては、
色々な検査をしないとはっきりした数字は言えないと言う事でした。
基本的な数字はある程度判りますが、どの位の硬度までを処理が入った対象にするかによっても違ってくる
と説明を受けて、なるほどな~ と納得です。
今回の処理はガスを使った窒化系の処理なのですが、
タフトライド(イソナイト)と硬化層の条件などは似ている処理になるそうです。
但し、処理表面の粗さはこちらの処理の方が断然綺麗と言いますか、肌荒れの様な面にはなっていないですね!
ジャーナルのラッピングはまだ済ませて居ないのですが、
曲がり計測の為に4番ジャーナルをウエスで軽く擦っただけで直ぐにツルツルの面になって来ます。(^^)v
早く使ってみたい気持ちでウズウズしているのですが!^^;
熱処理に興味の無い方には退屈なブログになってしまって ゴメンナサイ でした。
それでは、この辺で...
質問や判らない事が有る方はお気軽にメールを送って下さい。
管理人にメール の欄からアドレスを変更して頂ければ私に届きます。
(迷惑メールが多いのでご協力お願い致します)