A型エンジン用ラダーフレーム!!
garage nakamuraです。
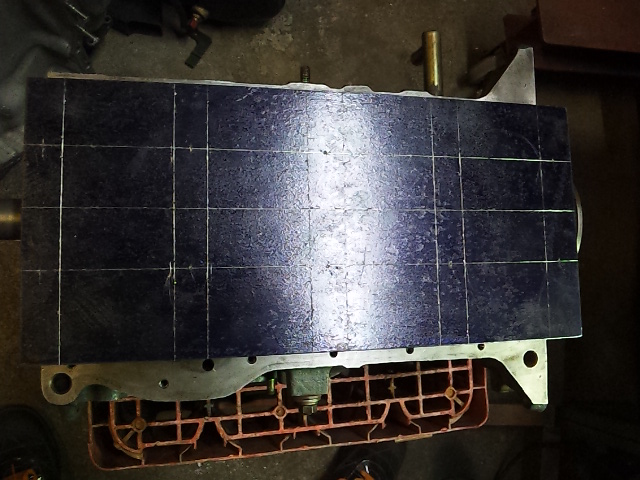
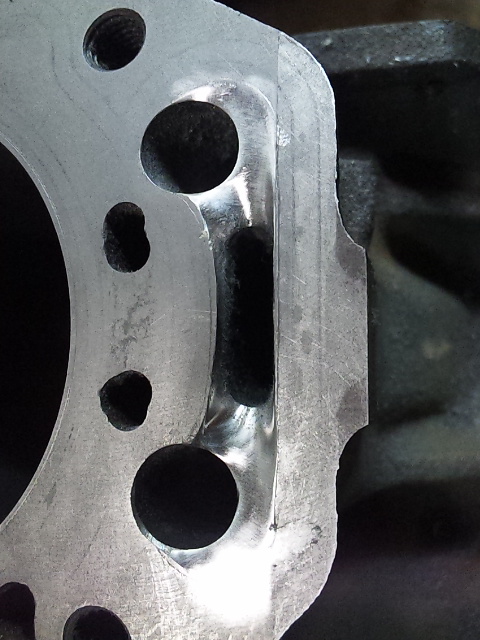
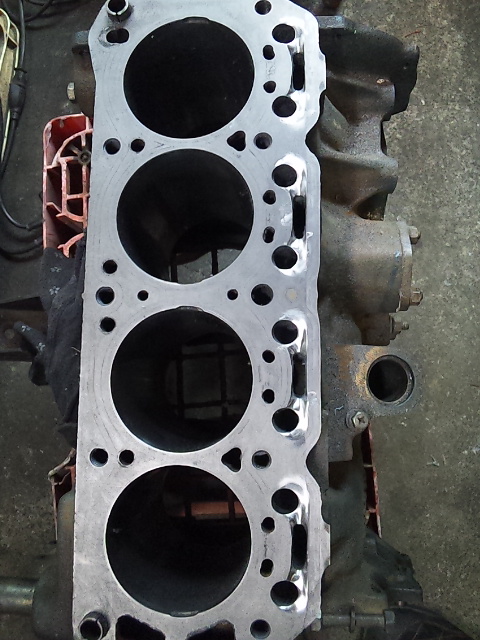
先日からボチボチ進めているA型エンジン用ラダーフレームが少しずつ形になって来ました。
私的にはSPLパーツと言う事で etc
と書いていたのは、実はA型エンジン用のラダーフレームでした。(^^)v
まあ、先日からの画像を見て頂ければ、判る方にはお判りだったとは想いますが...
実はラダーフレームに関しては、今回のA型エンジン用は2機種目になります。
今を去る事、17年?18年?前にL型エンジン用に作ったのが最初でした。
わ~たし の記憶が正しければ?
その当時は今の様にネットも普及して居ませんでしたから、情報は雑誌か口コミしか有りませんでしたが、
L型用ラダーフレームと言うのは販売されて居なかったと記憶しています。
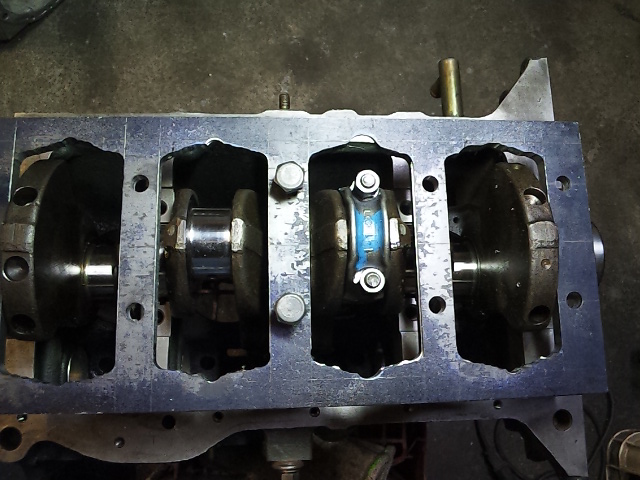
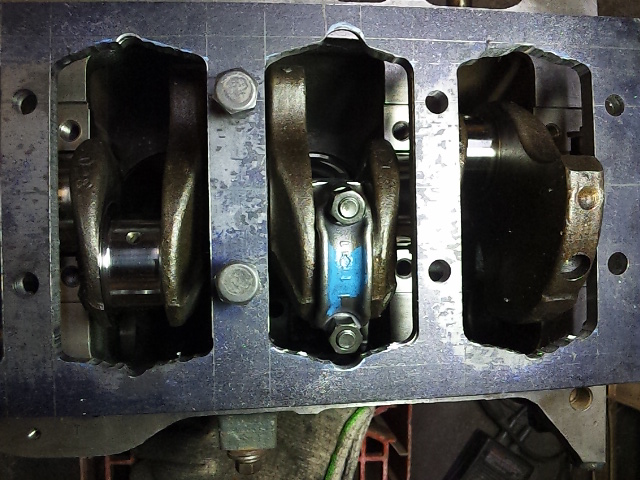
RB26を初めてバラシテから、やっぱりクランクキャップは繋げたい!
しかも、ブロックとオイルパンでラダーフレームをサンドイッチしたい!!
脳みそから らっきょう の様な?汗を掻きながら考えて考えてやっと考えが纏まり出した頃に、
通ってくれていたお客さんで、その手の製作関係の繋がりが有ると言う事で、
材料指定で製作して貰いました。
3枚だけと言う事で作って貰って、結果が良ければ、量産して販売しようか?と考えたのですが、
結局、未だに使わずに こうば でシーズニングさせて有ります...(ーー;)(寝かせて有るとも言います 笑)
私自身のL型エンジンが用意出来なかったと言うのが一番の問題点だったんですね!^^;
世には出ていませんが、最初のオリジナルパーツでした。(^^)v
時はいつの間にか流れて...
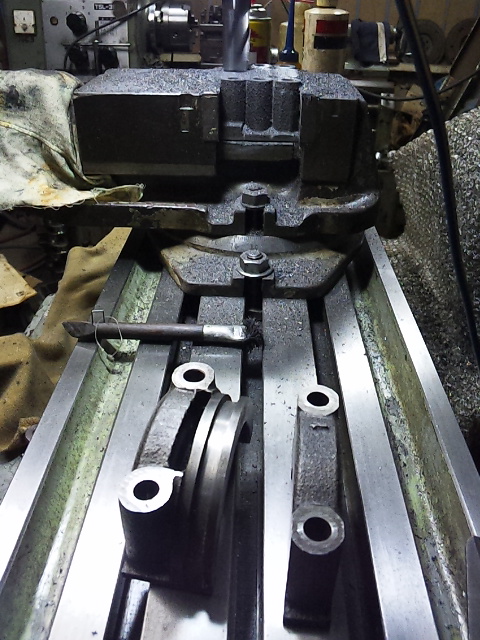
今回A型用と言う事で第二段のラダービーム製作となりました。

数年前にA型に乗るお客さんに、
L型用が有るんだったらA型用も作ってよ~!
と言われた事が有ったんですが、
ブロックとオイルパンでサンドイッチするのが ハーフスカート タイプのA型エンジンでは無理だから駄目!
と断った覚えが有るのですが、
やっぱりやってみる価値は有るかな?と今回の製作になりました。
誤解されると嫌なので追記になってしまいますが、
誰にも教わっていないですよ!
総て私が 黙々 と 悶々 と溜め込んだ?無い知恵の結晶です。笑)
L型のラダーフレームは図面(漫画絵)だけで製作は機械加工屋さんにお任せでしたが、
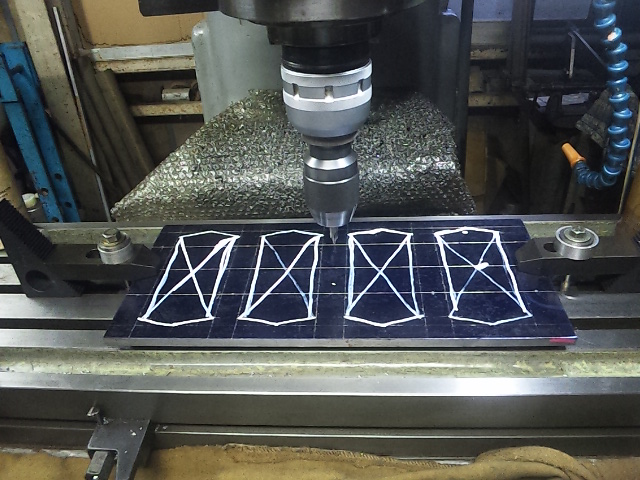
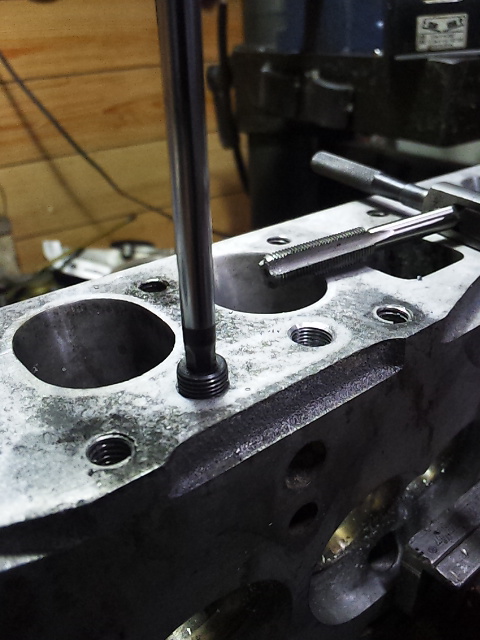
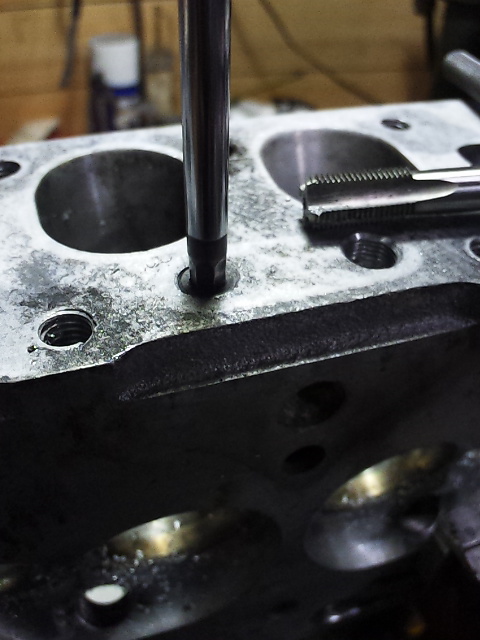
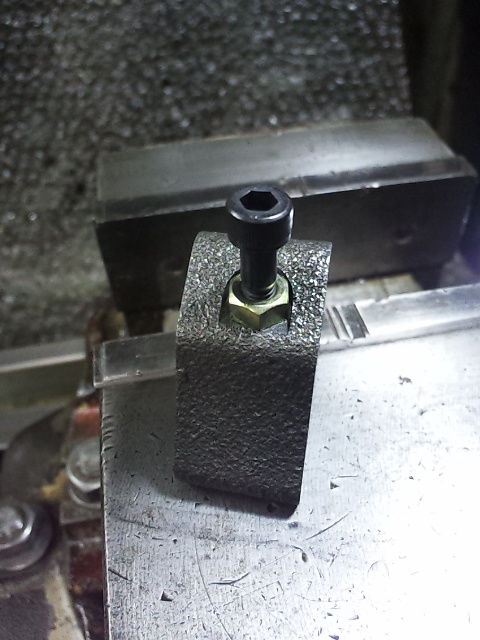
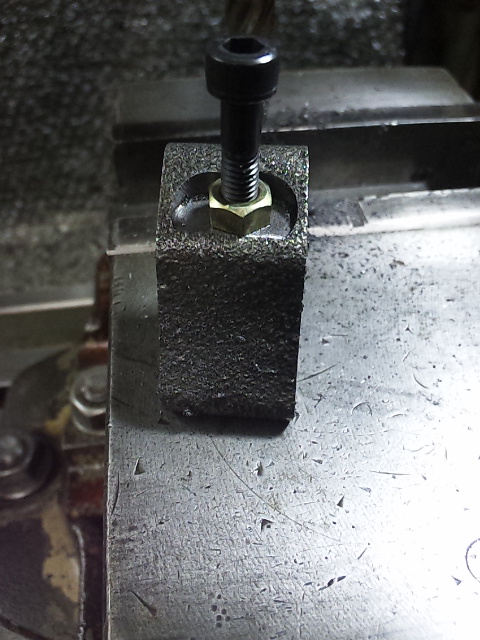
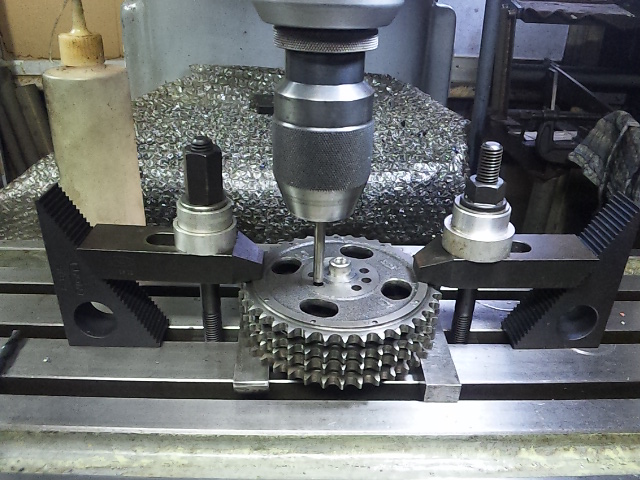
今回は私が全部やっています。
だから、時間も掛かるし、綺麗な物になるかも怪しいところなのですが、
それでも良いんです!
自分で考えて自分で作って、あ~でも無い、こ~でも無い と過ごす時間がとても楽しい 今日この頃です。
お客さんの仕事はちゃんとやってますよ!爆)
それでは、この辺で...
質問や判らない事が有る方はお気軽にメールを送って下さい。
管理人にメール の欄からアドレスを変更して頂ければ私に届きます。
(迷惑メールが多いのでご協力お願い致します)